1. Définition
Dans l’usinage par abrasion les outils de coupe sont remplacés par des cristaux d’abrasifs très
durs et aux arêtes coupantes, généralement agglomérés sous forme de meule tournante.
Parmi les techniques d’abrasion on distingue :
Le meulage. Travail peu précis d’ébarbage sur pièces moulées en fonderie et sur pièces
métalliques en constructions soudées et autres.
L’affûtage. Travail de réalisation ou de réfection des becs d’outils de coupe sur les surfaces de
coupe et en dépouille (angles α, γ, x).
La rectification. Usinage de finition des surfaces fonctionnelles planes, de révolutions ou de
forme des pièces mécaniques, souvent après un traitement thermique.
2. Mode d’action des meules
La meule montée en bout de broche de machine tourne très vite et ses cristaux coupants
enlèvent un petit copeau sur la pièce à usiner lorsqu’ils entrent en contact avec celle-ci.
Lorsque l’arête s’use la force exercée sur le cristal augmente jusqu’à le déloger. Ainsi la meule
diminue- t-elle progressivement en dimensions et se déforme.
. Éléments de coupe en rectification (fig. 1).

Figure 1. ÉLEMENTS DE COUPE ABRASIVE
a) Rectification cylindrique extérieure. b) Rectification cylindrique intérieure. c)
Rectification plane de face. (1) Pièce ; (2) Meule. Mouvements de coupe Mcm, de la meule (vitesse Vm) ;
Mcp, de la pièce (vitesse Vp). Mouvement d’avance Ma (avance a) par tour (ou par course) de la pièce.
On retrouve tous les éléments de coupe relatifs à l’outil de coupe (V, a, p) plus le mouvement
de rotation très rapide appliqué à la meule.
Vm - Vitesse de la meule : 1200 à 3600 m/mn.
Vp - Vitesse de la pièce : 5 à 20 m/mn.
a - Avance par tour ou par course de pièce : 0,2 à 10 mm.
p - Profondeur de pénétration à chaque passe : 0,001 à 0,2 mm.
3. Caractéristiques des meules (fig. 2 et 3)
Chaque meule est choisie en nature et forme selon l’usinage à effectuer. Tous les fabricants
utilisent les mêmes modes de désignation.
 Figure 2. CARACTÉRISTIQUES DES MEULES
Figure 2. CARACTÉRISTIQUES DES MEULES
a) Structure. (1) Cristal abrasif. (2) Agglomérant. b) Grain (grosseur du cristal) = n → nombre de mailles par
pouce du tamis correspondant. c) Quelques formes de meule. (1) Plate ; (2) Couronne ; (3) Boisseau ; (4) Assiette
.. Nature des meules
Les cristaux sont agglomérés et mis en forme avec un liant.
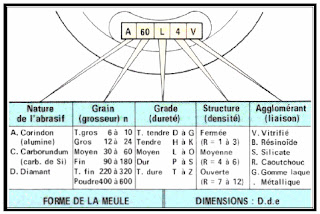 Figure 3. DÉSIGNATION DES MEULES
Figure 3. DÉSIGNATION DES MEULES
Exemple : Meule plate 320 x 25 < 20. Qualité A (corindon) ; 60 (tamis n = 60 mailles sur 25,4 mm) ; L (grade moyen) ; 4 (structure moyenne) ; V (vitrifié). Il s’agit d’une meule pour l’affûtage des outils en acier trempé.
Cristaux abrasifs. Produit obtenu à partir d’un oxyde d’aluminium (corindon) ou d’un carbure
de silicium (carborundum).
Grosseur des cristaux. La dimension des cristaux est définie par le n° de grain : nombre de
mailles par pouce (25,4 mm) du tamis correspondant à cette grosseur (n° 4 à 180 et au-delà).
Agglomérant. C’est la nature du liant qui permet d’avoir des meules rigides ou flexibles, dures
ou tendres (argile vitrifiée, silicate, gomme laque).
Structure. Elle définit le rapport R = 1 à 12.
 La notion de dureté. Ce n’est pas une valeur absolue. La notion de meule dure ou de meule
La notion de dureté. Ce n’est pas une valeur absolue. La notion de meule dure ou de meule
tendre n’a de sens que par rapport à la dureté du matériau à usiner
La meule est dite dure lorsqu’elle ne s’use que lentement : elle a alors tendance à s’encrasser, elle s’échauffe et coupe mal.
La meule est dite tendre quand elle s’use vite. Alors elle coupe bien car les arêtes de cristal en action se renouvellent aisément.
Pour couper un métal dur, adopter une meule tendre.
Pour couper un métal tendre, adopter une meule dure.
. Formes des meules (fig. 2 c).
C’est la dimension des surfaces à meuler, affûter ou rectifier et leur propre forme qui
commandent le choix des dimensions et forme de la meule à utiliser.
Meules travaillant par la partie cylindrique :
– Meule dite plate : rectification cylindrique extérieure.
– Meule d’alésage : rectification cylindrique intérieure.
Meules travaillant par une face plane :
– Meule-assiette : affûtage de fraise.
– Meule-boisseau : rectification plane.
– Meule-lapidaire : ébarbage.
Dans l’usinage par abrasion les outils de coupe sont remplacés par des cristaux d’abrasifs très
durs et aux arêtes coupantes, généralement agglomérés sous forme de meule tournante.
Parmi les techniques d’abrasion on distingue :
Le meulage. Travail peu précis d’ébarbage sur pièces moulées en fonderie et sur pièces
métalliques en constructions soudées et autres.
L’affûtage. Travail de réalisation ou de réfection des becs d’outils de coupe sur les surfaces de
coupe et en dépouille (angles α, γ, x).
La rectification. Usinage de finition des surfaces fonctionnelles planes, de révolutions ou de
forme des pièces mécaniques, souvent après un traitement thermique.
2. Mode d’action des meules
La meule montée en bout de broche de machine tourne très vite et ses cristaux coupants
enlèvent un petit copeau sur la pièce à usiner lorsqu’ils entrent en contact avec celle-ci.
Lorsque l’arête s’use la force exercée sur le cristal augmente jusqu’à le déloger. Ainsi la meule
diminue- t-elle progressivement en dimensions et se déforme.
. Éléments de coupe en rectification (fig. 1).

Figure 1. ÉLEMENTS DE COUPE ABRASIVE
a) Rectification cylindrique extérieure. b) Rectification cylindrique intérieure. c)
Rectification plane de face. (1) Pièce ; (2) Meule. Mouvements de coupe Mcm, de la meule (vitesse Vm) ;
Mcp, de la pièce (vitesse Vp). Mouvement d’avance Ma (avance a) par tour (ou par course) de la pièce.
On retrouve tous les éléments de coupe relatifs à l’outil de coupe (V, a, p) plus le mouvement
de rotation très rapide appliqué à la meule.
Vm - Vitesse de la meule : 1200 à 3600 m/mn.
Vp - Vitesse de la pièce : 5 à 20 m/mn.
a - Avance par tour ou par course de pièce : 0,2 à 10 mm.
p - Profondeur de pénétration à chaque passe : 0,001 à 0,2 mm.
3. Caractéristiques des meules (fig. 2 et 3)
Chaque meule est choisie en nature et forme selon l’usinage à effectuer. Tous les fabricants
utilisent les mêmes modes de désignation.

a) Structure. (1) Cristal abrasif. (2) Agglomérant. b) Grain (grosseur du cristal) = n → nombre de mailles par
pouce du tamis correspondant. c) Quelques formes de meule. (1) Plate ; (2) Couronne ; (3) Boisseau ; (4) Assiette
.. Nature des meules
Les cristaux sont agglomérés et mis en forme avec un liant.

Exemple : Meule plate 320 x 25 < 20. Qualité A (corindon) ; 60 (tamis n = 60 mailles sur 25,4 mm) ; L (grade moyen) ; 4 (structure moyenne) ; V (vitrifié). Il s’agit d’une meule pour l’affûtage des outils en acier trempé.
Cristaux abrasifs. Produit obtenu à partir d’un oxyde d’aluminium (corindon) ou d’un carbure
de silicium (carborundum).
Grosseur des cristaux. La dimension des cristaux est définie par le n° de grain : nombre de
mailles par pouce (25,4 mm) du tamis correspondant à cette grosseur (n° 4 à 180 et au-delà).
Agglomérant. C’est la nature du liant qui permet d’avoir des meules rigides ou flexibles, dures
ou tendres (argile vitrifiée, silicate, gomme laque).
Structure. Elle définit le rapport R = 1 à 12.
tendre n’a de sens que par rapport à la dureté du matériau à usiner
La meule est dite dure lorsqu’elle ne s’use que lentement : elle a alors tendance à s’encrasser, elle s’échauffe et coupe mal.
La meule est dite tendre quand elle s’use vite. Alors elle coupe bien car les arêtes de cristal en action se renouvellent aisément.
Pour couper un métal dur, adopter une meule tendre.
Pour couper un métal tendre, adopter une meule dure.
. Formes des meules (fig. 2 c).
C’est la dimension des surfaces à meuler, affûter ou rectifier et leur propre forme qui
commandent le choix des dimensions et forme de la meule à utiliser.
Meules travaillant par la partie cylindrique :
– Meule dite plate : rectification cylindrique extérieure.
– Meule d’alésage : rectification cylindrique intérieure.
Meules travaillant par une face plane :
– Meule-assiette : affûtage de fraise.
– Meule-boisseau : rectification plane.
– Meule-lapidaire : ébarbage.









Aucun commentaire:
Enregistrer un commentaire